 |
||||||||||||||||||||||||||||||||||||||||||||||||||
| CARROSSERIE-PEINTURE L'ESSENTIEL . | ||||||||||||||||||||||||||||||||||||||||||||||||||
| L'essentiel depuis la protection anti-corrosion d'origine jusqu'à une peinture finie en passant par le redressage, le sablage, les réparations, les appréts et mastics, le ponçage, la mise en peinture et le polissage . A partir de la carrosserie d'origine : du pire (caisse déformée) au meilleur (peinte et polie). | ||||||||||||||||||||||||||||||||||||||||||||||||||
| 1-LA PROTECTION ANTI-CORROSION D'ORIGINE : DE RIEN A LA GALVANISATION EN PASSANT PAR LA CATAPHORESE.
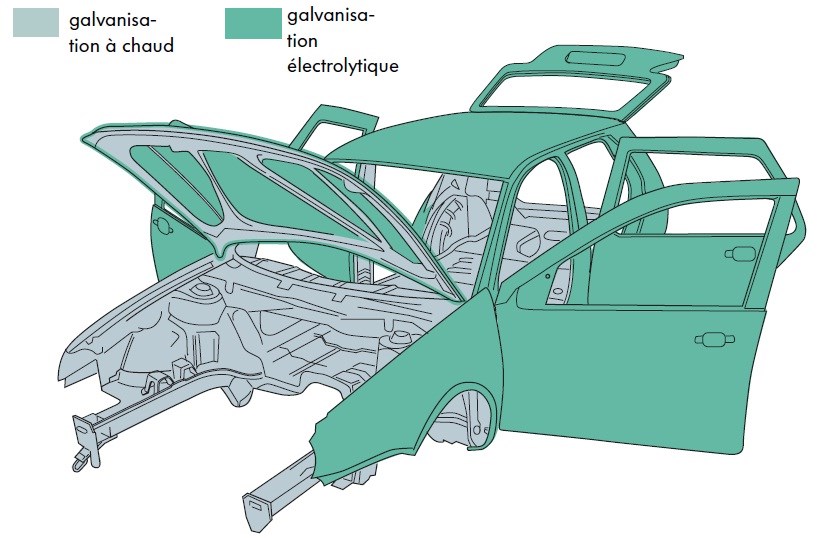
A l'origine nombre de nos anciennes ne possédent pas de protection anti-corrosion digne de ce nom. Certaines n'ont même pas été dégraissée avant la mise en peinture. Cela se traduit des années aprés par un pourissement du bas de la voiture : passage de roues, bas de caisse, planchers, coffre, aile.....D'autant plus ennuyeux quand il s'agit de voiture sans chassis (autoporteuse , monocoque). Plus tard des appréts phosphatants ont été utilisés (voir plus bas ). Depuis des traitements lourds à base de zinc sont devenus la régle en usine: la galvanisation. On distingue la galvanisation à chaud de la galvanisation dite à froid ( électrolytique ). |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
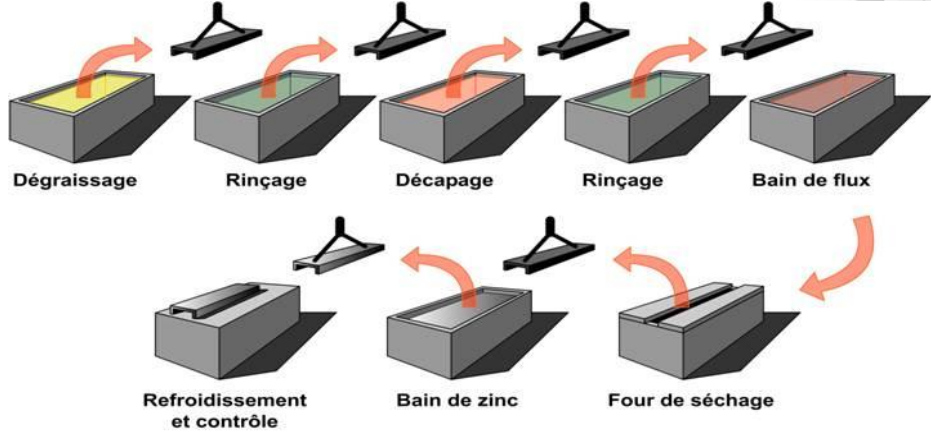
LA GALVANISATION A CHAUD. La coque est plongée directement dans un bain de zinc chaud aprés dégraissage ( dépot par simple contact). Résultat de surface plutôt grossier (reservée au partie qui ne se voient pas). |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
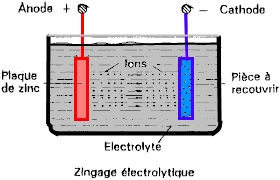
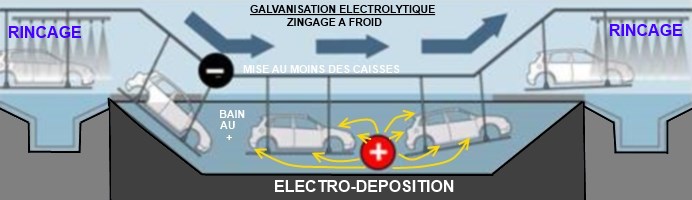
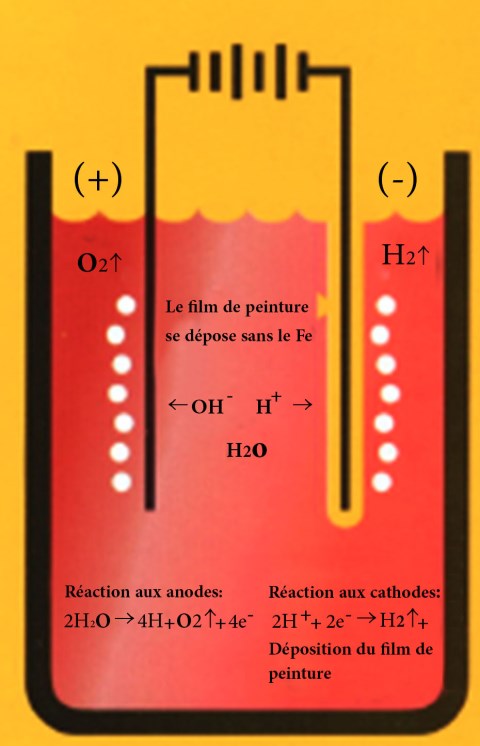
LA GALVANISATION DITE A FROID , ELECTROLYTIQUE. La coque est plongée dans un bain d'electrolyse : d'un coté la coque branchée au moins et de l'autre une solution de zinc mise au plus. La déposition du Zinc se fait par le passage du courant vers la caisse. Résultat beaucoup plus fin et régulier (pour les panneaux de carrosseries qui se voient). |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
LA CATAPHORESE ET ANAPHORESE. Les éléments mécaniques style cardan, triangle de suspension, colonne de direction ... sont protégés par une couche noire. La cataphorése reprend le principe de l'électrolyse mais il s'agit ici de peinture pas de zinc. On dépose une couche qui sera ensuite cuite dans un four. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
| 2-A PARTIR D'UNE CAISSE D'ORIGINE, DU PIRE AU MEILLEUR. COMMENCONS PAR UNE CAISSE DEFORMEE : PASSAGE AU MARBRE .
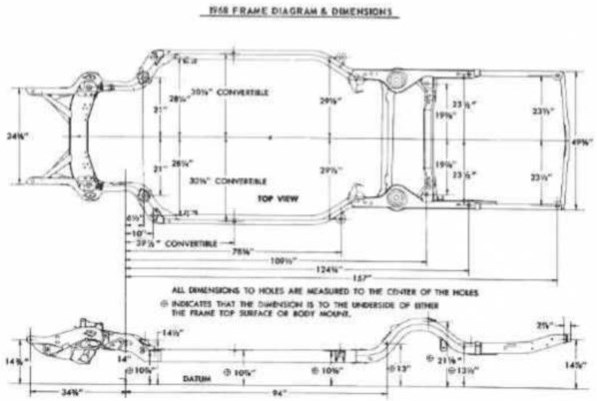
Pour qu'une voiture fonctionne correctement il faut que son chassis ou sa coque autoporteuse soit intégre. Un choc mal placé et le chassis ou la coque peut-être déformée. Jusqu'à un certain point on peut la redresser, ce qu'on appelle un passage au marbre. Le constructeur donne les dimensions d'origine des éléments porteurs de la voiture, en la plaçant sur un plateau munis de piges de mesure on peut vérifier les cotes. Au besoin on peut " tirer " sur la voiture pour la ramener à sa position d'origine à l'aide d'équerre, de chaines, de pinces et de vérins hydrauliques . |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
| 3-A PARTIR D'UNE CAISSE NON DEFORMEE, IL FAUT PARFOIS LA DECAPER : SABLAGE, GOMMAGE, GRENAILLAGE, MICRO-BILLAGE / CHIMIQUE .
Ce qu'on appelle sablage est un terme générique qui pourtant regroupe des techniques et des matériaux différents. Un sablage se fait à haute pression alors qu'un gommage se fait en basse pression par exemple. Une rotissoire aide à faire le tour de la voiture ( décapage et plus tard apprêt-peinture ), on fixe les extrémités de la caisse, on la monte à hauteur et on l'équilibre . |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Les matériaux utilisés seront plus ou moins durs et auront des effets plus ou moins fort sur la carrosserie. - Les abrasifs angulaires ( grande efficacité de décapage ) Sable, corindon, grenaille métallique.Abrasifs adaptés pour le décapage, la désoxydation, ou l’ébavurage des surfaces. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
| - Les abrasifs ronds (finition satinée sur métaux): billes de verre, billes de céramiques, ou billes métallique.A brasifs préconisés pour le nettoyage ou la rénovation. | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
| - Les abrasifs de gommage (respect du support ): essentiellement composés de plastique ou de matière végétale.Abrasifs plus doux utilisés pour le pour le traitement de pièces délicates, ou nettoyer sans abîmer le support. | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
| SABLAGE (HAUTE PRESSION et MATERIAUX ANGULAIRES).
Applicable sur : Acier, Fonte, Inox, Aluminium / Abrasif utilisé : Sable (sable de quartz, sables spéciaux et sables noirs) selon la matière à traiter, acier, inox ou alliages non ferreux. Le choix d’une granulométrie sera déterminé pour l’obtention d’une rugosité précise et pour une certaine intensité de décapage (cela en prenant en compte de la fragilité du support à traiter). GRENAILLAGE (MATERIAUX ANGULAIRES et RONDS ). Applicable sur : Acier, Fonte, Bronze, Magnésium / Abrasif utilisé : Grenaille d’acier (grenailles acier « Haut carbone » ronde & angulaire, grenaille inox ronde & angulaire…). Les abrasifs ronds décapent par frottements et par inertie. Utilisés dans les machines à turbine, la surface est matée, rugosité minimale. Les abrasifs angulaires: ils sont broyés et tamisés. Cette opération créée des arêtes coupantes qui projetée à grande vitesse décape la surface mécaniquement. L’effritement diminue la dimension du produit mais régénère le tranchant. Les résidus se transforment en poussière. CORINDONAGE ( BASSE PRESSION ). Applicable sur : Aluminium (Ne peut pas être grenaillé ) / Abrasif utilisé : Corindon , très résistant, il permet l’élimination totale des traces d’oxydation ou de peinture sur des pièces. C’est un minéral entièrement naturel caractérisé par une haute teneur en titane. Il a la faculté d’être extrêment dur, lui conférant des qualités décapantes appréciées lors d’un aérogommage sur une surface tenace. Il augmente considérablement votre force d’impact. MICROBILLAGE. Applicable sur : Acier, Aluminium, Inox & Bois. On utilise le microbillage pour le nettoyage,le décapage de pièces mécaniques de toutes matières, ou pour réaliser une finition esthétique sur l’inox ou les métaux non ferreux comme l’aluminium ou l’acier / Abrasif utilisé : Microbilles de verre ou de céramique : La bille de verre n’arrache pas le métal et donne un nettoyage correct des zones inaccessibles ou difficiles à atteindre. Les surfaces traitées sont bien ébavurées et non rugueuses, et de ce fait restent propre plus longtemps. L’abrasif de microbillage bille de verre permet d’obtenir un nombre considérable d’états de surface.L’aspect final varie selon la granulométrie, la pression de sortie et le type de surface traitée.Le résultat fini peut aller du mat à un satiné très fin. CHIMIQUE ( PAINT STRIPPER ). On applique un gel qui va faire friser et décoller la ou les couches de peintures . A enlever à la spatule, brosse, ... . Pas d'action purement mécanique sur la carosserie (les mastics restent en place ) mais gros rinçage à prévoir pour éviter de futures réactions chimiques sous apprêts ou peintures ( cloques, frise ). |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
| 4-REPARER LES ACCROCS : DES PETITS AUX PLUS GRAVES.
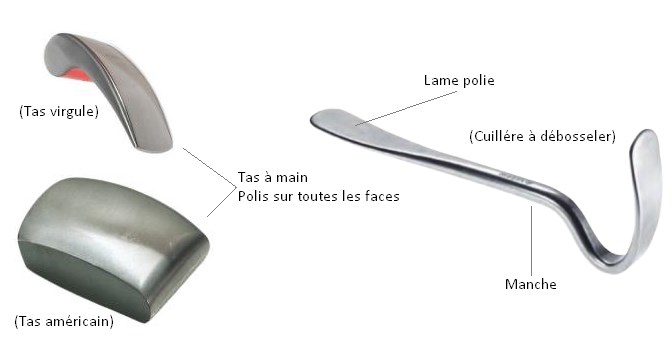
Une fois nettoyée la carrosserie peut présenter des surprises : bosses, creux, corrosions, déchirures..... Soit on peut réparer localement (débosselage) soit on change des panneaux (découpe-soudure). Idem du plus simple au plus compliqué. BOSSES ET CREUX SI ON PEUT ACCEDER DES 2 COTES DU PROBLEMES : TAS et MARTEAUX. On les utilisera pour ramener la tôle en position , parfois il faudra chauffer pour retracter la tôle. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||
|
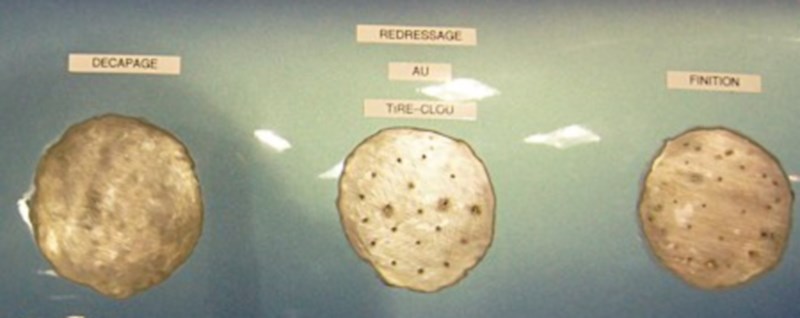
CREUX SI ON NE PEUT ACCEDER QUE D'UN SEUL COTE : LE TIRE-CLOU ET L'EQUERRE DE TIRAGE . La majorité des coups pris par une voiture se tyraduira par un creux. On ne peut pas toujours accéder à l'arriére du choc (caisson, renforts,... ). Pour cela on utilisera le tire-clou . Un pistolet électrique permet de souder temporairement des élements qui permettront une prise pour tirer la tôle à l'aide d'un marteau à inertie. En forme de clou (d'ou le nom, on soude la tête) ou de triangle (que l'on soude, tire et décolle par 1/4 de tour ) voir de fourchette qu'on alignent pour tirer une portion de tôle avec une équerre plutôt qu'un point précis. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
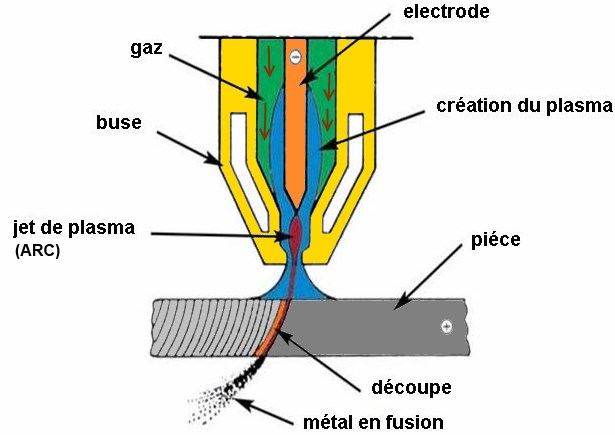
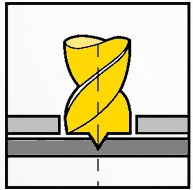
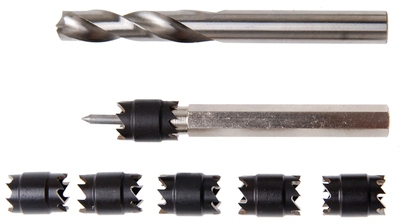
CORROSION et DECHIRURES : QUAND IL FAUT EN ARRIVER A COUPER ET SOUDER . LES DECOUPES : les outils peuvents être manuels, électriques ou pneumatiques. Elles sont parfois necessaires pour éliminer de la corrosion ou changer un panneau irrécupérable. Avec la meuleuse, on découpe avec un disque fin , permet de faire des découpes droites. On peut passer à la scie sabre, permet de découper des corps creux. Ou découper de la tôle à la grignoteuse qui permet de découper en courbe, soit à poinçon (à chaque frappe fait un trou rond ) soit à couteau ( le couteau cisaille en créant un ruban de découpe). Et pour tout le reste le découpeur à plasma ( PLASMA CUTTER) il projette un arc électrique par air comprimé qui peut découper des épaisseurs plus conséquentes et permet toutes les formes de découpes. On doit parfois en retirant des panneaux dépointer les soudures par point à l'aide de forêts à dépointer. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||
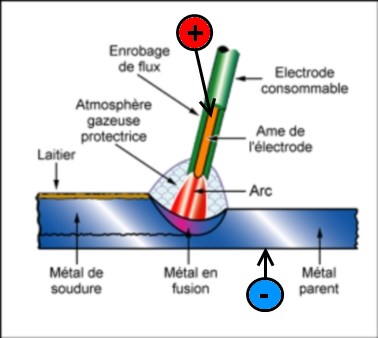
| LES SOUDURES : il faut bien ressouder les parties remplacées. Il existe plusieurs types de soudures avec ou sans gaz, à adapter aux matériaux et épaisseurs de tôle.
Le plus connu est la soudure dite " à l'arc " ou " à la baguette " appelée MAG ( Metal Active Gaz ) . A base de baguette enrobée, l'arc est créé par le passage du courant, le metal se dépose et l'enrobage créé une protection anticorrosion le temps de refroidissement ( laitier) qu'on retire aprés refroidissement. S'utilise des élements mécaniques d'épaisseurs moyennes à fortes en adaptant le diamêtre des baguettes ( 2 mm, 4 mm etc... ) et l'intensité de soudage. Il existe des baguette pour acier, fonte, etc... A éviter sur de la tôle en 0.8 mm . |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
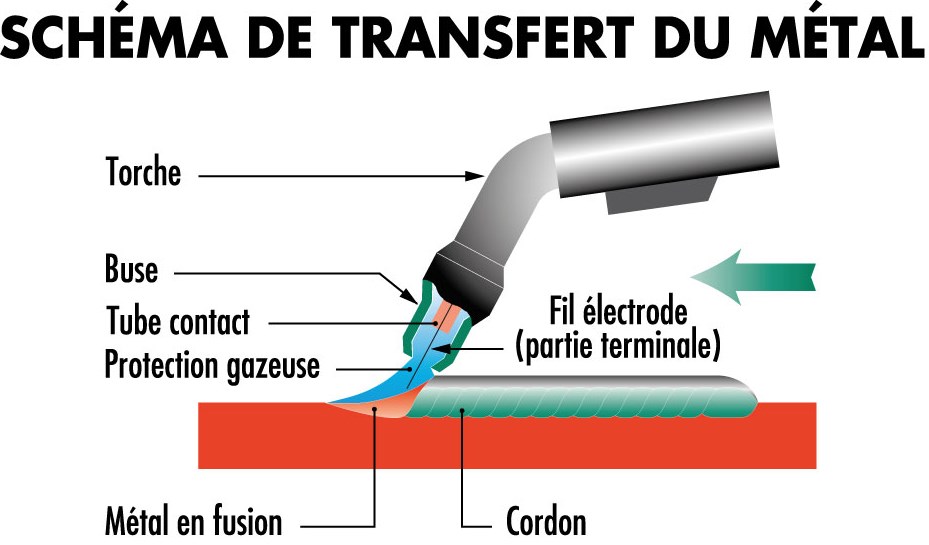
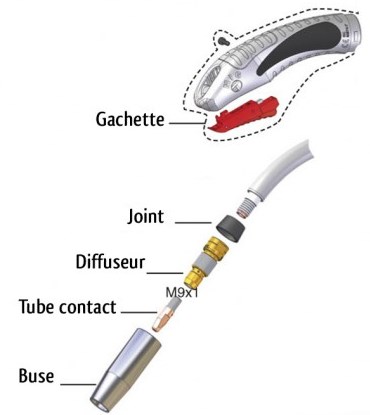
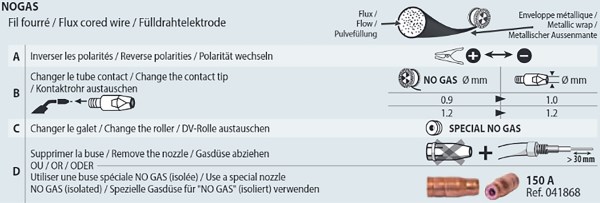
| La soudure à fil continu dite " semi-auto " appelée MIG ( Metal Inert Gaz ) . Se fait généralement sous gaz neutre ( inert ) tel que l'argon ou l'atal. A base de fil continu sur bobine. On peut aussi souder au fil fourré sans gaz ( NO GAS ) dans ce cas le fil est enrobé pour reprendre le même principe que la baguette mais il s'agit d'un produit beaucoup plus léger qui créé un revétement blanc pendant le refroidissement. Le passage du fil dans le nez du pistolet (tube de contact) conduit le courant pendant que le gaz est injecté dans la buse. Attention entre avec gaz et sans gaz on inverse les polarités et on retire la buse. Il y a plusieurs diamêtre de fil possible ( le plus courant est le 0.8 mm , on adapte le galet entraineur et le tube de contact) différentes matiéres pour souder l'acier, l'acier inoxydable, l'aluminium, ... . On adapte la tension et la vitesse du fil en fonction du travail . On peut faire des points (tôles moyenne en carrosserie) ou de la soudure continue (tant qu'il reste du fil sur la bobine) et que la tôle est épaisse (attention aux déformations). | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||
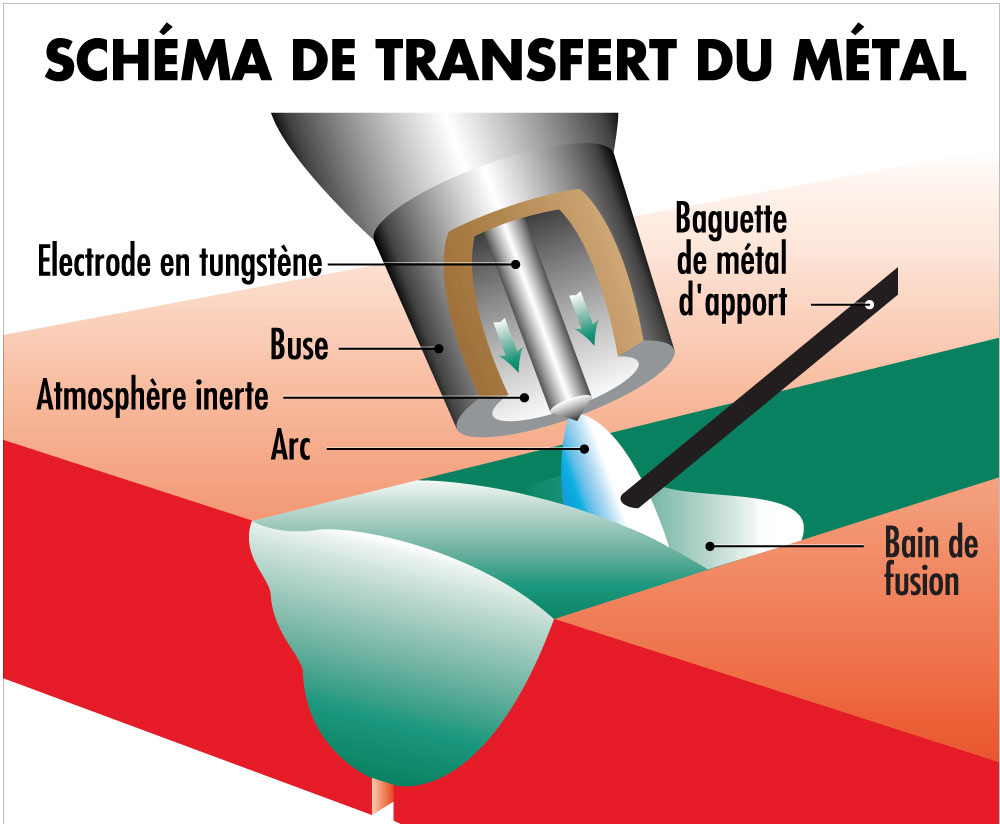
| La soudure façon brasure appelée TIG ( Tungsténe Inert Gaz ) . Se fait sous gaz neutre ( inert ) tel que l'argon ou l'atal. A base de baguette métallique. On crée un arc continu sous gaz entre une tige en Tungstene et la piéce pour faire fondre un métal d'apport adapté en baguette. Idéal pour les faibles épaisseurs . On adapte la longueur de la tige et la tension en fonction du travail. Soude à peu prés n'importe quoi pour peu qu'on adapte le métal d'apport, le gaz et la tension. Seul inconvénient les baguettes ne font pas 3 km de long donc reprises de soudures. | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
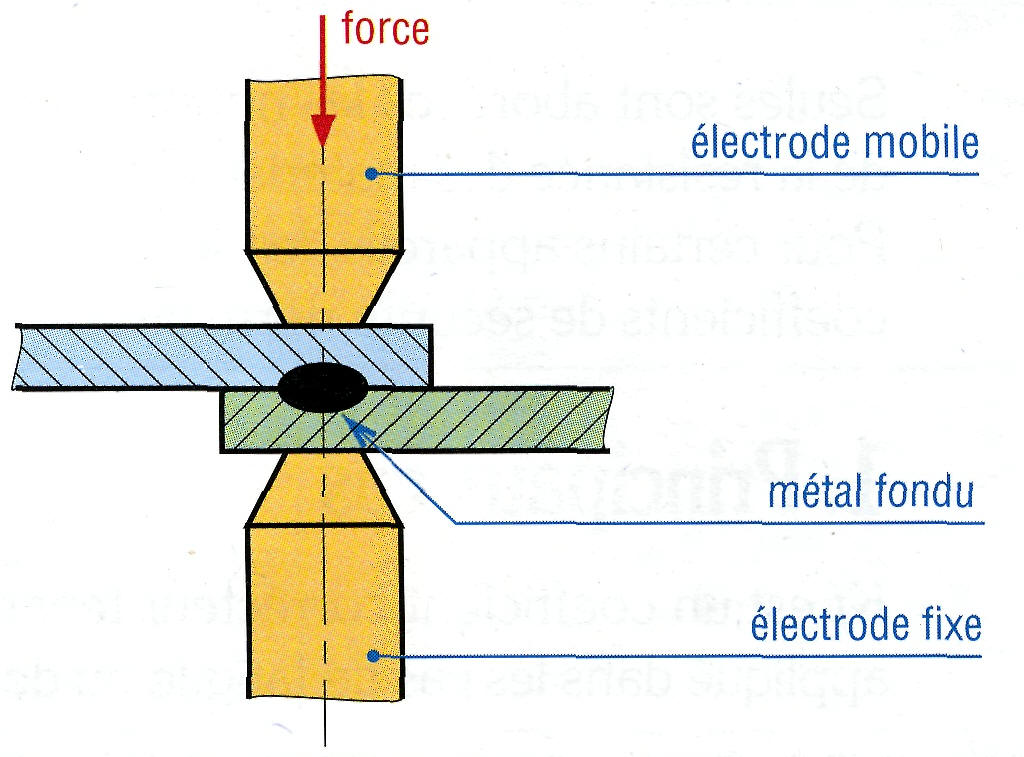
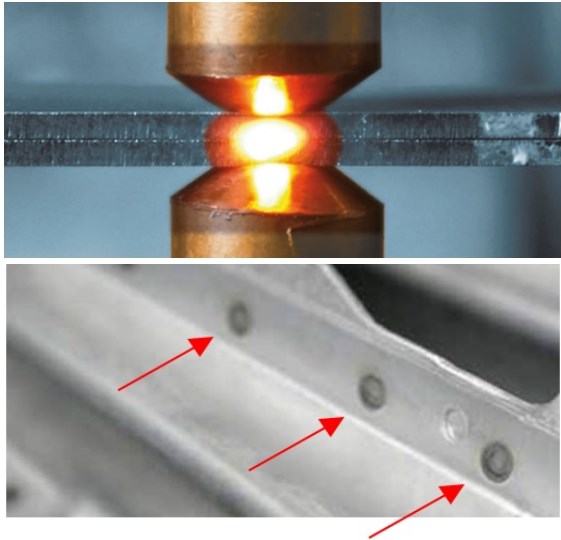
| La soudure PAR POINTS . Se fait avec des pinces munies d'electrodes : une fixe et une mobile. En fermant les pinces on met une pression puis un passage de courant fait un point de fusion entre 2 élements. Avantage: permet un assemblage équivalent à un boulonnage qui évite une soudure continue , souvent rencontrée pour des caissons ou de grands panneaux. Inconvénient : il faut avoir accés au 2 cotés de la soudure ( forme d'électrodes adaptées). | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
| L'alternative à la soudure par point , LE BOUCHONNAGE . Quand on ne peut plus accéder au 2 cotés ou qu'on a pas une pince de soudure par points on procéde à du bouchonnage. Avec une PINCE A SOYER qui posséde une tête rotative à 2 fonctions. D'un coté on peut soyer, faire un déport qui permet de passer une tôle sous une autre (chevauchement) puis de l'autre coté faire des trous à l'emporte piéce. Ensuite avec un MIG (pistolet semi-auto à fil continu ) on fait une soudure en cercle qui revient à faire un point. Comme on aura plus accés entre les tôles et qu'il vaut mieux avoir une protection anti-corrosion il existe des bombes de soudure à base de cuivre : conduit l'arc mais protége de la corrosion. | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||
|
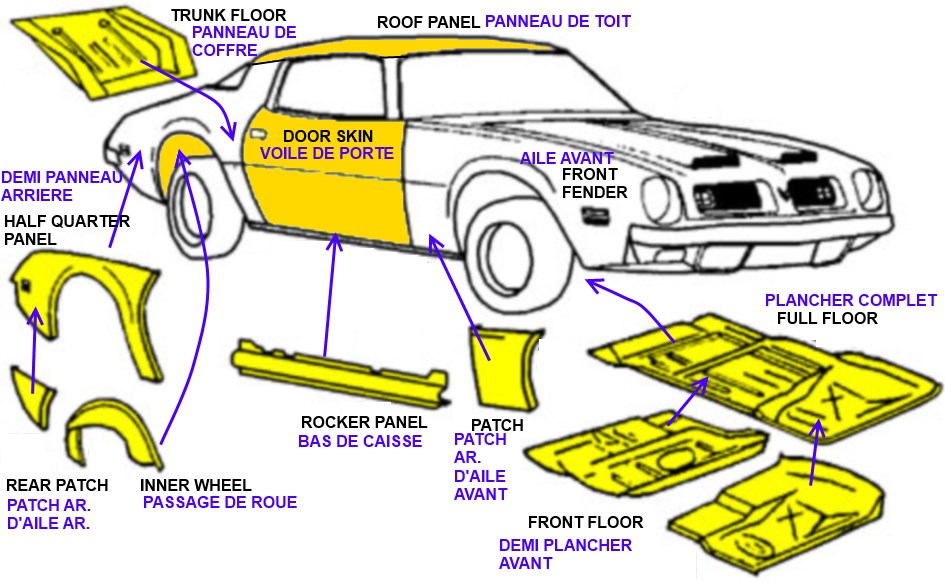
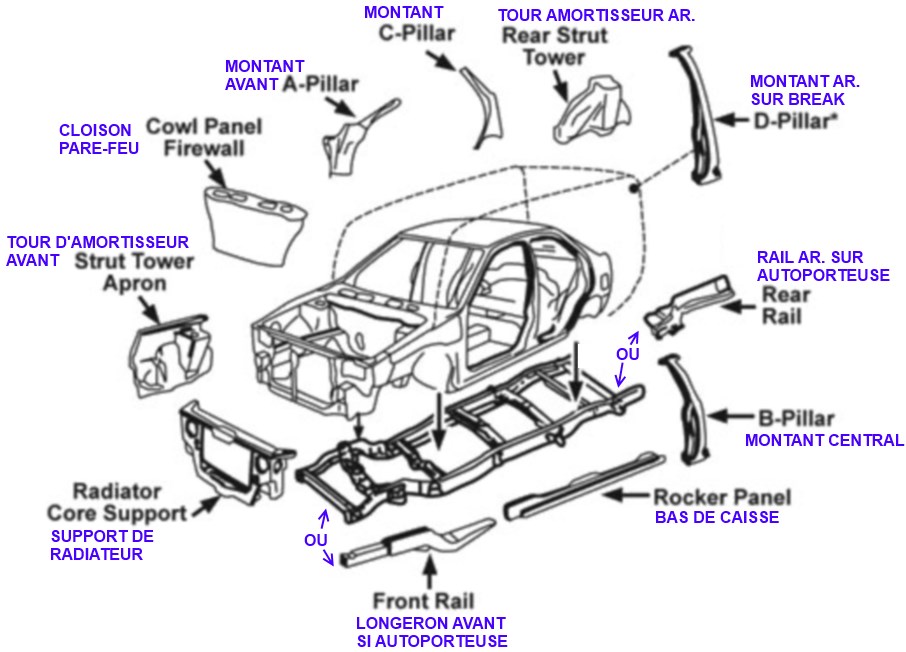
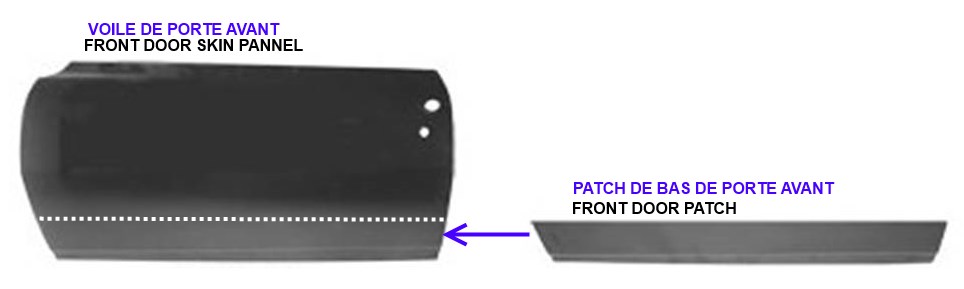
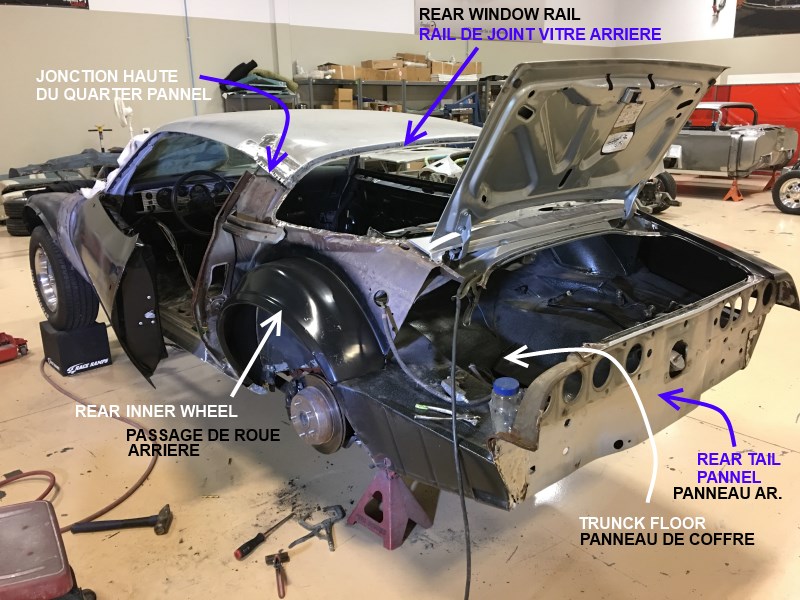
PANNEAUX DE CAROSSERIE : QUAND IL FAUT CHANGER UN PANNEAU ( GROSSE CAROSSERIE ) ... On peut réparer un élément par échange si il est boulonné (BOLT ON) ou par découpe si il est soudé (WELD ON). Boulonné : c'est le cas sur l'avant des voitures en acier jusqu'au niveau de la cloison parefeu: capot, aile avant compléte, calandre et les portes complétes. Par contre tout le reste est généralement soudé. On peut sur ces parties changer un panneau complet (PANEL) ou une partie d'un panneau (PATCH). Aux USA beaucoup de choses sont disponibles en reproduction même pour des voitures de plus de 50 ans. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
 |
.jpg) |
|||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
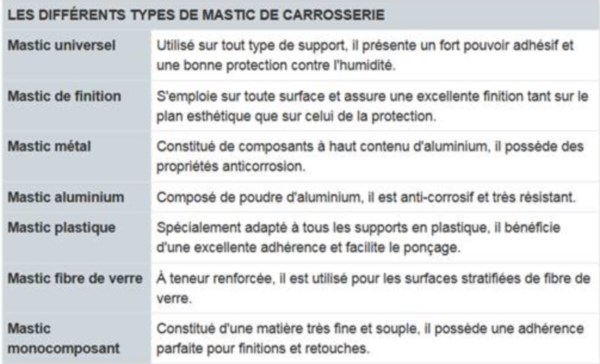
| LES MASTICS (BODY FILLER) POUR LISSER LES FORMES . Il n'y a pas qu'un type de mastic, en fonction du support et de la flexibilité de la piéce il faut adapter. Souvent bi-composant (une base et un durcisseur ) il peut être mono-composant pour le mastic fin de finition. Il existe aussi des apprêts garnssants au pistolet à poncer pour la finition ( voir plus bas ) . | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||
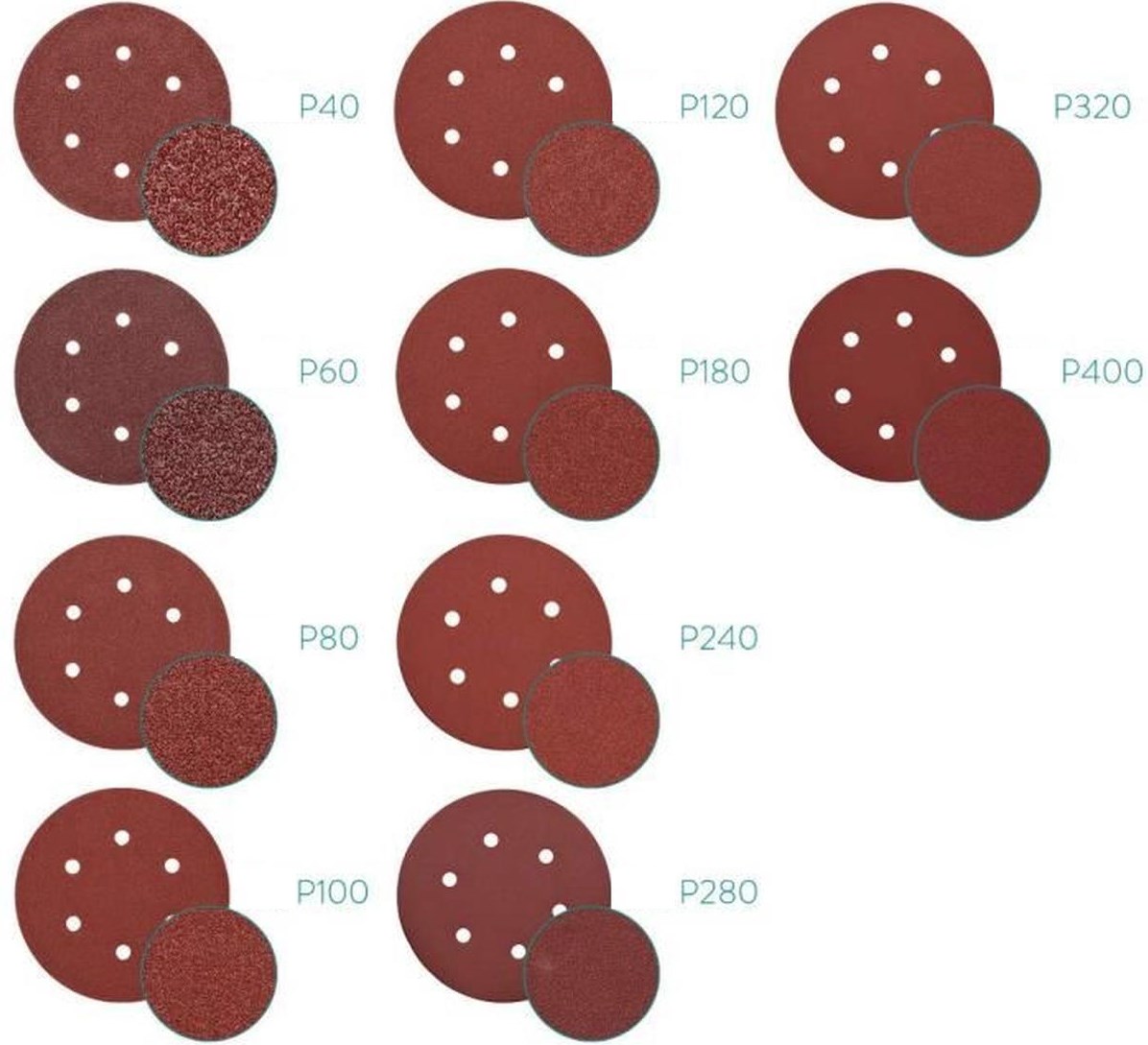
| MEULAGE DES SOUDURES / PONCAGE TOLERIE ET MASTICS (SANDING). Pour meuler les soudures on à le choix entre disques épais rigides ou disques à lamelles sur meuleuse. On parlera de GRAIN pour définir une action plus ou moins forte. Plus le chiffre est petit ( 40 ) plus il est agressif et grossier, plus il est grand ( 3 000 ) plus il est doux et fin. Pour la carrosserie et les mastics on peut avoir des ponceuses orbitales rondes ou à bandes rectangulaires ( électriques / pneumatiques ). Et puis bien sur toute la gamme des poncages manuels : à cale rigide, à cale flexible (rectangulaire / ronde / à forme dédiée ) . On peut trouver aussi des abrasifs mirlon en forme de tampon " scotch " en rouleau. Pour les plus fin on poncera à l'eau . | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
| 5-RETABLIR L'ANTI CORROSION / LISSER / PROTEGER : LES APPRETS (PRIMER).
Il existe toute une gamme d'apprêt en fonction des matériaux à protéger et en fonction du travail à réaliser. Les apprêts anti-rouilles / PHOSPHATANTS à base de phosphate de zinc. Le but est de faire une protection quand il n'y en avait pas ou quand il n'y en a plus . On peut aussi faire des retouches de galvanisation à froid en bombe sur certains éléments. Le phosphatant est la premiere couche de protection à appliquer si la tôle est à nue. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Les apprêts de PREPARATION DE SURFACES : L'apprêt MASTIC (ou garnissant ) est une pâte pour les surfaces présentant des aspérités, épais il gomme les derniers défauts de surfaces. L'apprêt pour PLASTIQUE : permet une accroche sur les plastiques tel que l'ABS tel que pare-choc, rétroviseur, baguettes de protection ). L'apprêt pour fibre de verre appelé GELCOAT (couche de gel) aussi appelé topcoat ou enduit gélifié (à base de résine thermodurcissable). L'apprêt CLASSIQUE de finition qui permet une accroche de la peinture et permet une isolation des matériaux pour éviter les réactions à l'application de peinture (frise, craqueleure ). On les trouvent en différentes teintes : gris, blanc, noir. Il existe comme pour les peintures 2 grandes technologies à ne pas trop mélanger pour éviter les surprises: résine en base solvantée ou en base à l'eau ( hydrodiluable). Voir plus bas dans peinture. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
| Cas du GUIDE DE PONCAGE : dans certains cas on peut appliquer un guide de ponçage qui n'est pas à proprement parler un apprêt. Une couche de couleur généralement noire est projetée puis poncée. Là ou un creux est encore présent la couleur reste mais si il ne reste plus rien la surface est lisse. | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
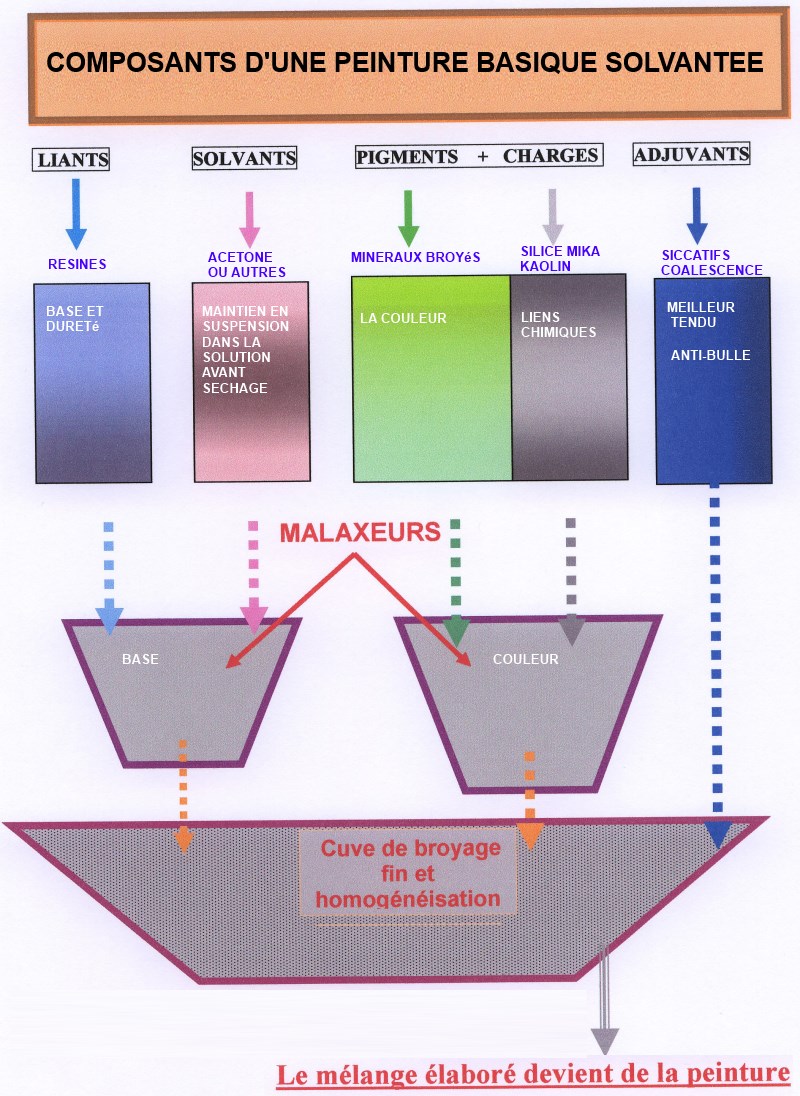
| 6-LES PEINTURES ( PAINT ): TYPES , NORMES , VISCOSITE , CODES D'ORIGINE.
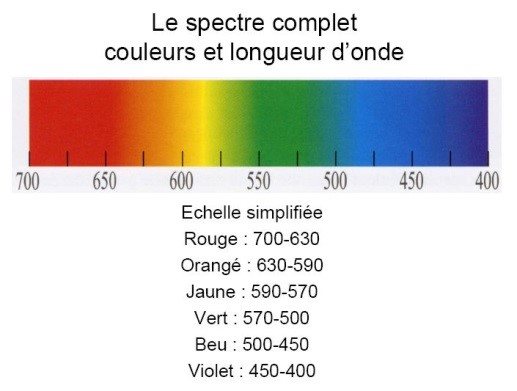
Il n'y a pas une peinture mais des peintures : les technolgies et la réglementation environnementale sont constament en évolution. Deux grandes famille cependant : LES SOLVANTEES ET LES HYDRO-DILUABLES ( à l'eau). La réglementation actuelle impose des normes de COV ( Composés Organiques Volatiles ) qui regroupent l’ensemble des molécules contenant un atome de carbone pouvant créér de l'ozone, très volatiles au cours de l’application et du séchage des peintures. Lorsque le taux de COV est inférieur à 5 g/litre, on dit que la peinture est « sans COV ». La directive 2004/42/CE, votée en 2004 et mise en place en 2007 et 2010 vise à limiter les teneurs en C.O.V autorisées dans les peintures. Ce qui fait qu'à part pour une restauration les peintures solvantées sont interdites. Pour les peintures à l'eau ( hydrodiluable / hydrosoluble ) le solvant est en grande partie remplacé par de l'eau. Ainsi, les bases (les couches de peinture qui donnent la teinte) à l'eau ne contiennent plus que 15% de solvants tandis que les peintures solvantées en incorporent 75%. Caractéristique commune à toutes les peintures liquides : LA VISCOSITE . Cela représente la capacité d'écoulement au travers de la buse du pistolet de peinture ( la consistance ). Elle se mesure et s'ajuste pas dilution. La viscosité se mesure en secondes, c’est le temps d’écoulement de 100 cm3 de peinture diluée, à la température de 20°C dans un orifice calibré. Les viscosités préconisées sont de: 18-23 Secondes pour buse 1mm / 20-28 Secondes pour buse 1.5mm / 35-45 Secondes pour buse 2.5 mm (voir plus bas pistolet à peinture). |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
| CAS DES SOLVANTEES ( LA BASE SUR NOS ANCIENNES) :
La plus ancienne est la peinture CELLULOSIQUE (fibre de cellulose) , 1950-1970 demandent beaucoup de solvants (acetone) de plus possèdent un pouvoir remplissant assez faible et ne permet pas de disposer d'un brillant direct ( laque ou vernis obligatoire ). Les laques cellulosiques se rayent facilement, se ternissent dans le temps, ont une stabilité de teinte médiocre. Une atmosphère humide provoque le blanchissement de la peinture. viscosité 13 secondes. Les peintures GLYCEROPHTALIQUES appelées " BRILLANT DIRECT " ont permis de diminuer les temps de main d’oeuvre par suppression du polissage et du lustrage.En revanche, leur application doit se faire en local hors poussière chauffé pour réduire les temps de séchage. Elles possèdent un très bon pouvoir garnissant et une bonne souplesse.Le pistolage doit se faire à la température ambiante de 20°C après réglage de la viscosité (cabine de peinture).La dureté optimale en séchage air n’est obtenue qu’un mois environ après application. Il est difficile de rattraper immédiatement un défaut d’application (coulures), elles sont incompatibles avec les laques acryliques. Leur temps de mise hors poussière est long . Les peintures ACRYLIQUES à la différence des peintures cellulosiques et des peintures glycérophtaliques qui sèchent par évaporation de leur solvant, les résines acryliques durcissent par polymérisation des esters de l’acide acrylique dérivé de l’éthylène. Elles offrent plusieurs avantages: une plus grande dureté, une meilleure stabilité de teinte, une meilleure conservation du brillant et une facilité de rattrapage des petits défauts de surface. Elles ont un temps de durcissement qui est très court : hors poussière en 5 mn, sec au toucher en 10 mn, manipulable sous 1 h 30 mn. De plus cabine non obligatoire et compatible avec des fonds glycérophtaliques et acryliques. Les peintures URETHANES ou poly-uréthanes (résine + durcisseur) est utilisées en sous-bassements ou en vernis. Grande dureté et universel sur les panneaux de remplacement (noir, sur panneaux neuf en anti-corrosion ). Permet de peindre aussi les éléments amovibles: pare-chocs, bras de suspension, ... . |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
| En associant les peintures et les vernis on peut obtenir plein d'effets : caméléon (kaméleon), métallique, à paillette (flakes), ... | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
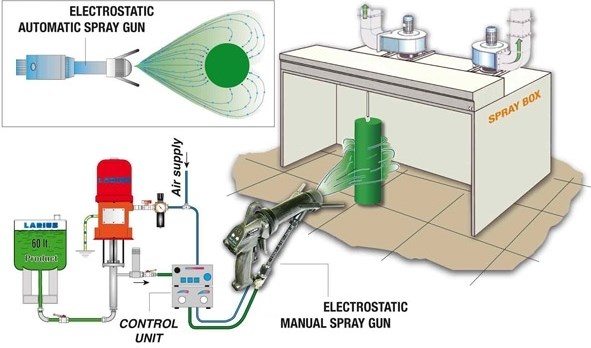
| CAS DES PEINTURES EN POUDRE (POWDER) déposée par électrostatisme puis cuite au four. Surtout utilisée pour des éléments mécaniques (époxy). Trés résistante. | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
| CAS DES PEINTURES HAUTE TEMPERATURE ( HIGH TEMP ) . Ces peintures contiennent généralement de la céramique. On l'utilise sur moteur, collecteur d'échappement,... | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
| RETROUVER LA COULEUR DE SA PEINTURE ( PAINT COLOR ) : PAR LES CODES (PAINT CODE) OU PAR LA MESURE. Pour une peinture compléte on reprendra les codes de la peinture d'origine mais pour une retouche on devra surement passer au SPECTROMETRE qui mesurera la couleur exacte ( la teinte aura bougée avec les années).
Pour le code on les retrouves généralement sur la voiture, pour les américaines elles sont souvent données sur la plaque d'option gravée ou collée pour le haut (U : UPPER ) et pour le bas (L: LOWER). Il y a aussi des guides en ligne pour trouver la référence de sa peinture d'origine et les codes équivalent d'autres fabricants ( PPG, DUPONT, etc... ) . |
||||||||||||||||||||||||||||||||||||||||||||||||||
| LIEN : DEUX BON SITES DE CODES ET EQUIVALENCES http://paintref.com/paintref/index.shtml par année/constructeur/modéle et http://www.autocolorlibrary.com par tranche d'années et marques ( planches des couleurs d'origine ). | ||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) |
.jpg) |
.jpg) |
||||||||||||||||||||||||||||||||||||||||||||||||
| Pour la mesure on fera plusieurs vérification sur la voiture avec le spectrométre , certains donnent à la fois la couleur et les dosages pour la retrouver (équivalent au code). | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
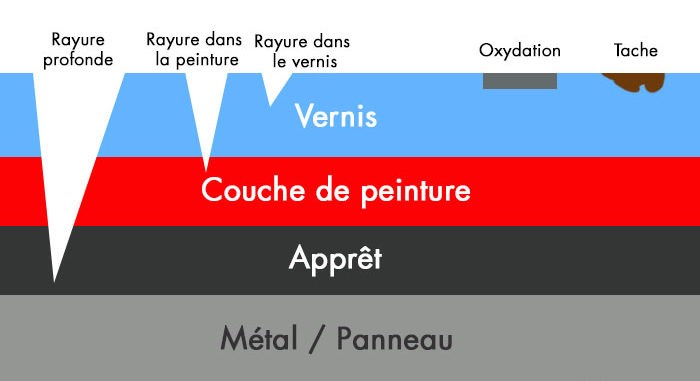
| 7-LA PEINTURE , PRINCIPES DE BASE ET MATERIEL .
En partant de la carrosserie plusieurs couches seront appliquées, soit pour réparation soit pour restauration. Ponçage et dégraissage entre chaque couche ( grain super fin genre 1 000 à l'eau ). Dés que les dégats atteignent l'apprêt il faut rajouter de la peinture, localement ou globalement. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
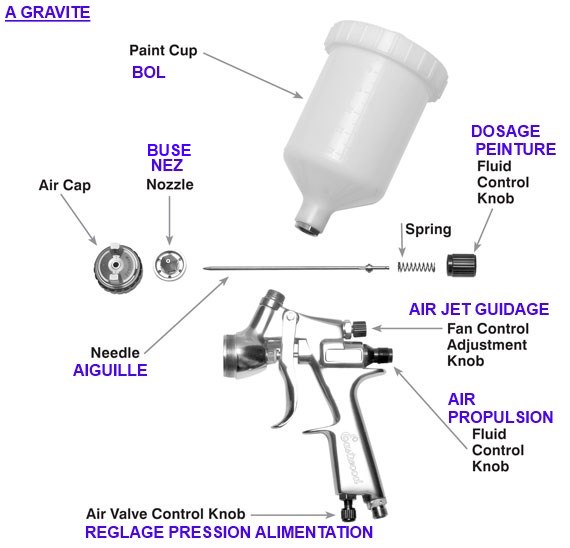
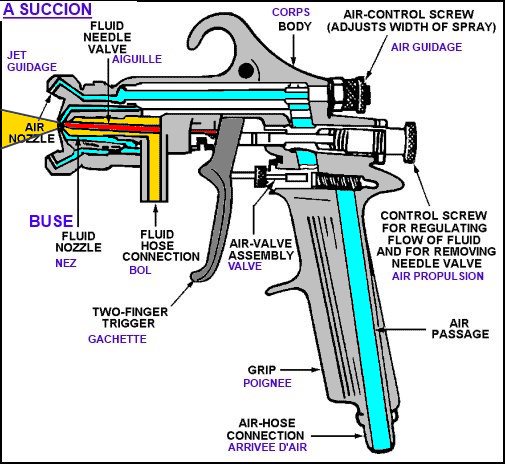
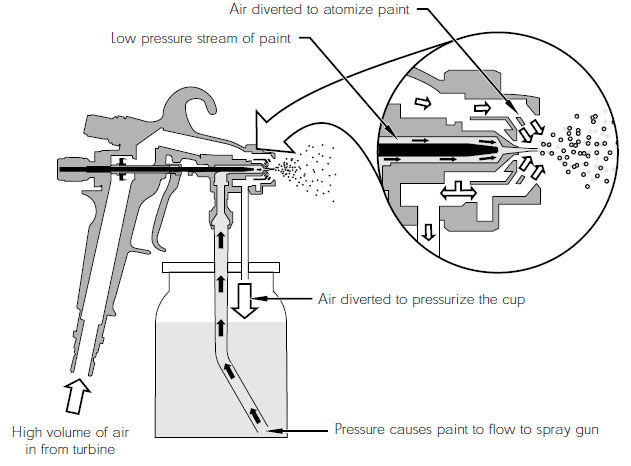
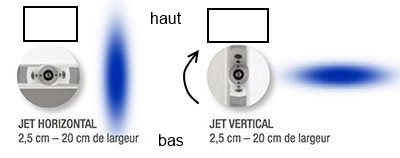
| L'outil essentiel sera LE PISTOLET A PEINTURE. A partir d'air comprimé sec, la peinture sera aspirée et diffusée sur la carroserie. Deux types : à gravité (par le haut) ou à succion (par le bas). | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
| Un jet central propulse la peinture et 2 jets latéraux guident ( pour la largeur ). | ||||||||||||||||||||||||||||||||||||||||||||||||||
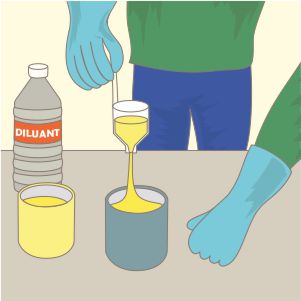
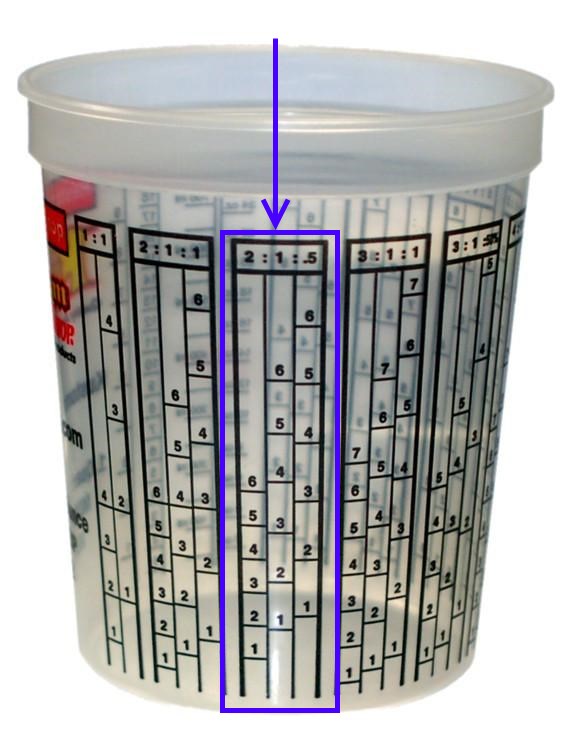
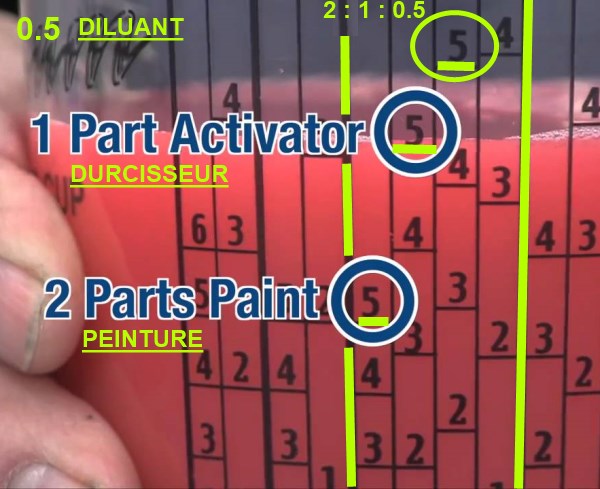
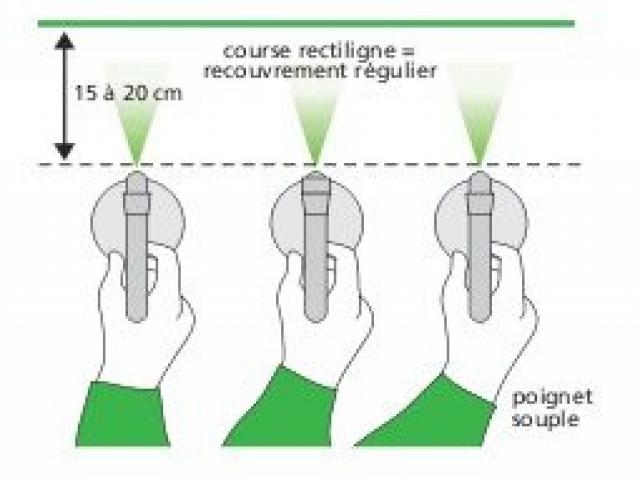
| La buse du pistolet doit être comprise entre 1.3 et 1.8 mm. Plus la buse est grosse, mieux les produits épais comme l'apprêt s'appliqueront mais la finition sera moins bonne. Soit vous d'optez pour un seul pistolet polyvalent avec buse de 1.5 mm, soit pour deux pistolets différents selon votre besoin ( un pour appret et un pour peinture ). La pression d'air au pistolet doit être de 2 à 6 bars selon les modèles. Le pistolet se tiens entre 10 et 20 cm du support,la molette de réglage du jet doit être ouverte au max et le débit varie en fonction de la pression.
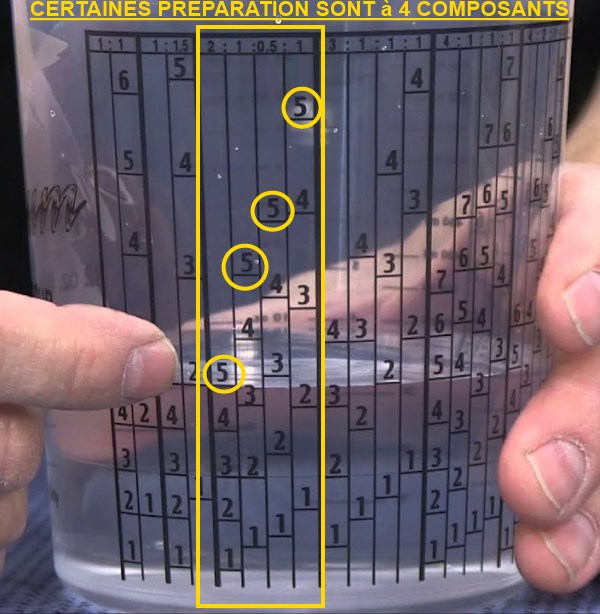
PREPARATION DU MELANGE : il ne suffit pas de jeter de la peinture dans un bol , il faut preparer et filtrer un mélange. Les peintures solvantées nécéssitent 3 ingrédients de base ( peinture, durcisseur , diluant) dans certaines proportions et en respectant la viscosité pour le pistolet . On parlera par exemple de mélange 2:1:0.5 soit 2 proportions de peinture + 1 proportion de durcisseur + 0.5 proportion de diluant. Pour cela des bols de préparations existent. On choisi d'abord la bonne zone de proportion ( 2:1:0.5 ) puis combien de volume total de mélange on veut obtenir (1, 2,3,... fois). On verse la peinture (5 volumes total par exemple ) puis le durcisseur pour 5 volumes total et enfin le diluant toujours pour 5 volumes total. Au final on aura 5 volumes de mélanges 2:1:0.5 . Les bols permettent de choisir plusieurs mélanges et volumes en fonction des produits et des quantités à peindre. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
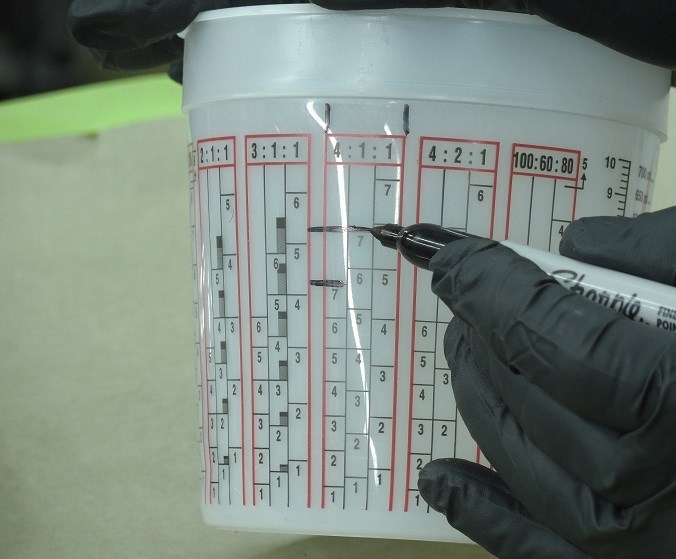
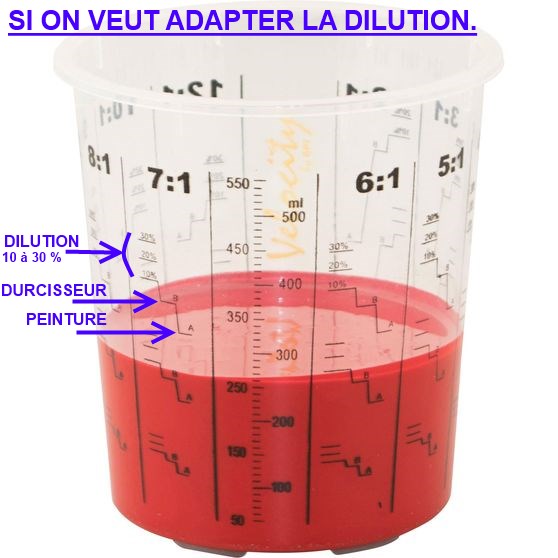
| Certains produits sont marqués en proportion de dilution, d'autres pour certains produits à 4 composants. | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
| Le mélange doit être filtré pour ne pas avoir de débris ou défaut à la pulvérisation. Il ne reste plus qu'à charger et régler le pistolet de peinture (quantité air et peinture ). Les bols (CUP) en plastiques se change, les bols en inox se rince au diluant aprés usage ( tout comme le pistolet). | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
.jpg) |
.jpg) |
.jpg) |
|||||||||||||||||||||||||||||||||||||||||||||||
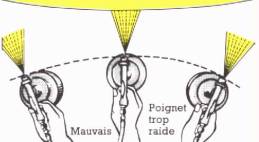
| On régle le sens du jet pour peindre . On reste paralléle à la forme de la caisse et à une distance correcte et en ne coupant pas le jet au milieu d'un panneau. | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
| L'OUTILLAGE QUI VA AVEC LA PEINTURE : COMPRESSEUR , FILTRATION , CABINE , ROTISSOIRE .
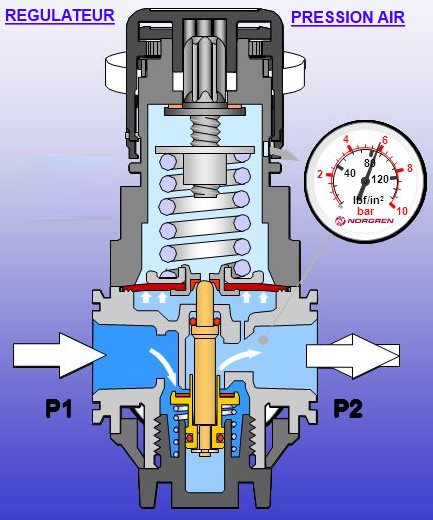
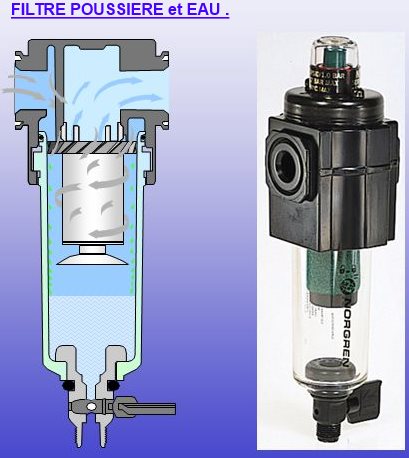
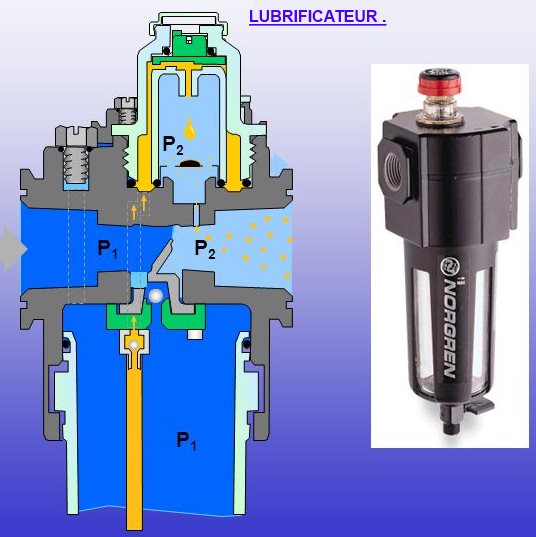
Pour peindre au pistolet il faut de l'air comprimé bien sur. Un compresseur pas trop petit ( 100 litres mini) qui donnera un bon débit constant sans démarrer toute les 30 secondes en qui ne fera pas trop baisser la pression. Derriere il faut un régulateur de pression qui maintiendra la pression constante . Puis il faut filtrer : pas de poussiéres et surtout pas d'eau. Ne pas confondre avec un graisseur utile pour l'outillage pneumatique ( ponceuse, grignoteuse, etc.. ) . Penser à avoir 2 lignes: une séche pour la peinture et une graissée pour les outils. il ne faut surtout pas mélanger les 2 lignes (lubrifiant dans peinture c'est gagné pour tout reprendre). |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||
| Si on a la possibilité : une cabine fixe (chauffée, filtrée ) sinon cabines mobiles gonflables ou faite maison en compromis . | ||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
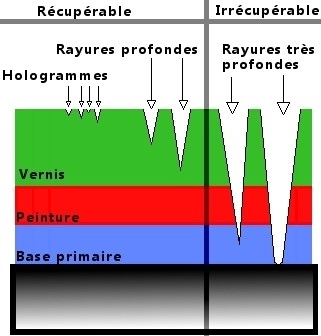
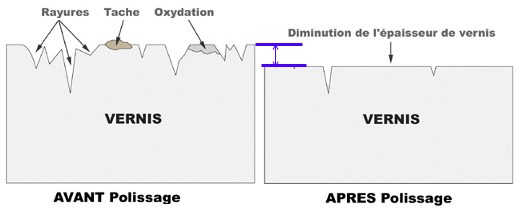
| 8-LE POLI-LUSTRé : POLISSAGE et LUSTRAGE . PEUT PERMETTRE DE RATTRAPER UNE PEINTURE TERNIE SANS AVOIR A REFAIRE UNE PEINTURE .
LE POLISSAGE TANT QUE LES DEFAUTS N'ATTEIGNENT PAS L'APPRET ET TANT QU'IL RESTE SUFFISAMMENT D'EPAISSEUR . Il à pour but de retirer tous les dommages causés par des tâches, des traces de frottement, des rayures, des tâches d’eau, des tâches acides d'excréments d’oiseaux, la peinture fanée. Mais aussi une multitude d’hologrammes, de micro rayures souvent causés par de mauvais lavages. Lisse l peinture en brillant direct ou lisse le vernis. Une série de pate abrasive est utilisée avec des tampons et une lustreuse (tourne moins vite qu'une meuleuse qui pourrait bruler la peinture ou le vernis). On part d'une pâte relativement abrasive ( généralement appelée CUT: couper) qui retire une partie de la couche supérieure. Puis on passe 2 autres pâte de plus en plus fine. De plus pour ne pas se mélanger les pinçeaux il existe généralement un code couleur associant le produit au tampon : jaune, vert , bleu, ... Certains utilisent la peau de mouton. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||
| LE LUSTRAGE consiste à déposer une cire naturelle ou synthétique pour donner de la protection, de la brillance et de la profondeur. Même outil mais cire au lieu de pâte abrasive puis serviette micro-fibre pour le fini manuel. | ||||||||||||||||||||||||||||||||||||||||||||||||||
| 9-LE PINSTRIPPING : PEINDRE DES TRAITS.
Dans l'univers de la décoration automobile le pinstripping permet de faire du liseret au motifs compliqués. On utilise des pinceaux spécifiques longs et fin. Soit à main levée pour les artistes soit sur guide pour le novices ( rubans, régle aimantée,.. ). |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||
| 10-AIRBRUSHES PEINDRE DES MOTIFS.
Plus complexe que le pinstripping l'airbrush permet de créer des décors réalistes ou des effets spécifiques comme des flammes fantomes. C'est un mini pistolet à peinture basse pression. |
||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||